

 【驳回】105624369A一种瓦楞辊的加工方法
法律状态:无权-驳回
状态日期:2019-05-26
价值等级:★☆☆☆☆
浏览次数:44
【驳回】105624369A一种瓦楞辊的加工方法
法律状态:无权-驳回
状态日期:2019-05-26
价值等级:★☆☆☆☆
浏览次数:44
常规瓦楞辊加工工艺是:瓦楞辊的辊体选48CrMo材料调质,焊接轴头及外圆粗加工,粗磨开齿,中频淬火后低温回火,齿面硬度HRC53左右,精磨齿,...
 【驳回】CN104859193A一种O楞型瓦楞辊
法律状态:无权-驳回
状态日期:2019-05-26
价值等级:★☆☆☆☆
浏览次数:31
【驳回】CN104859193A一种O楞型瓦楞辊
法律状态:无权-驳回
状态日期:2019-05-26
价值等级:★☆☆☆☆
浏览次数:31
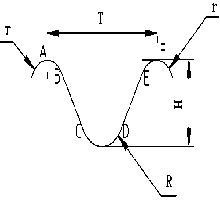
所述瓦楞齿的齿高H为0.3mm~0.4mm,齿顶圆半径r为0.2mm~0.3mm,齿底圆半径R为0.5mm~0.7mm,节距T为1.15mm~1.35mm;...
 【公开】110014695A一种V楞型瓦楞辊
法律状态:审中-公开发明
状态日期:2019-05-23
价值等级:★☆☆☆☆
浏览次数:26
【公开】110014695A一种V楞型瓦楞辊
法律状态:审中-公开发明
状态日期:2019-05-23
价值等级:★☆☆☆☆
浏览次数:26
所述齿高H为3.05‑3.45mm,所述节距T为6.25‑7.5mm,所述齿顶圆弧半径r为1.1‑1.35mm,所述齿底圆弧半径R为1.15‑1.50mm。...
 【授权】CN103707560B一种M楞型瓦楞辊
法律状态:有权-审定授权
状态日期:2019-02-22
价值等级:★★★☆☆
浏览次数:44
【授权】CN103707560B一种M楞型瓦楞辊
法律状态:有权-审定授权
状态日期:2019-02-22
价值等级:★★★☆☆
浏览次数:44
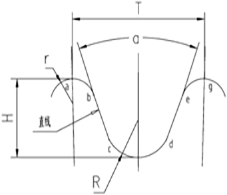
所述齿顶圆弧的半径r为1.5mm,齿底圆弧的半径R为1.8mm;所述齿型的齿高H为10mm,齿形角α为85°,节距T为20mm。...
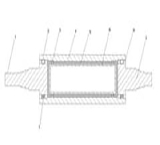
 一种瓦楞辊筒体与轴头热配焊接气保焊自动环焊焊接机
法律状态:无权-视为撤回
状态日期:2016-07-22
价值等级:★★★☆☆
浏览次数:23
一种瓦楞辊筒体与轴头热配焊接气保焊自动环焊焊接机
法律状态:无权-视为撤回
状态日期:2016-07-22
价值等级:★★★☆☆
浏览次数:23
其说明书如实阐述了目前国内外瓦楞辊制造企业配焊轴头的状况,并提供了国内外瓦楞辊制造企业仍然采用手工方式的效率低,易受操作人员个人因素影响整个产品质量的...
 一种瓦楞辊筒体与轴头热配焊接自动环焊缝
法律状态:申请公布后的视为撤回
状态日期:2015-06-16
价值等级:★★★☆☆
浏览次数:47
一种瓦楞辊筒体与轴头热配焊接自动环焊缝
法律状态:申请公布后的视为撤回
状态日期:2015-06-16
价值等级:★★★☆☆
浏览次数:47
本发明公开了一种瓦楞辊筒体与轴头热配焊接自动环焊缝焊接机,包括焊枪操作机、自动翻转系统、回转台和底座,焊枪操作机和自动翻转系统均固定在底座上;所述自动...
 【授权】2014104597717一种单面机涂胶辊
法律状态:有权-审定授权
状态日期:2015-08-13
价值等级:★★★☆☆
浏览次数:62
【授权】2014104597717一种单面机涂胶辊
法律状态:有权-审定授权
状态日期:2015-08-13
价值等级:★★★☆☆
浏览次数:62
其说明书摘要,说明书[0004]和[0012]均如实表达了所述辊子装配结合处的焊缝结构:“筒体和轴头是通过热套焊接而成”。...
 一种新型瓦楞辊楞型加工修整轮
法律状态:无权-视为撤回
状态日期:2014-09-28
价值等级:★☆☆☆☆
浏览次数:19
一种新型瓦楞辊楞型加工修整轮
法律状态:无权-视为撤回
状态日期:2014-09-28
价值等级:★☆☆☆☆
浏览次数:19
申请号:201410504041.4;公开号:104290035A;收录原因:背景与现有技术定格参考...
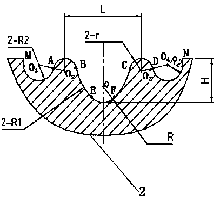
 【授权】CN103692702B 瓦楞辊齿型丁骨楞型结构
法律状态:有权-审定授权
状态日期:2013-12-31
价值等级:★☆☆☆☆
浏览次数:83
【授权】CN103692702B 瓦楞辊齿型丁骨楞型结构
法律状态:有权-审定授权
状态日期:2013-12-31
价值等级:★☆☆☆☆
浏览次数:83
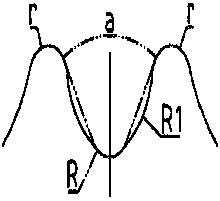
齿侧圆弧半径R1 是齿底圆弧半径R 的1.5 倍,齿侧圆弧弧长是齿底圆弧弧长的0.75 倍 ;齿顶圆弧半径r 为0.9-1.8mm,齿底圆弧半径R 为1.2-2.5mm,齿侧圆弧半径R1为1...
 【驳回】CN102229262A一种N楞型瓦楞辊
法律状态:无权-驳回
状态日期:2011-11-02
价值等级:★★★☆☆
浏览次数:14
【驳回】CN102229262A一种N楞型瓦楞辊
法律状态:无权-驳回
状态日期:2011-11-02
价值等级:★★★☆☆
浏览次数:14
所述齿形结构齿高H为0.4~0.5mm,齿顶圆半径r为0.3~0.4mm,齿底圆半径R为0.65~0.75mm,节距T为1.45~1.82mm...
Powered by DedeCMS_V57_GBK_SP1 © 2004-2011 DesDev Inc.


