

 一种无焊缝的全装配式辊子 CN203534350U
法律状态:有权-审定授权
状态日期:2024-08-18
价值等级:★★★★★
浏览次数:36
一种无焊缝的全装配式辊子 CN203534350U
法律状态:有权-审定授权
状态日期:2024-08-18
价值等级:★★★★★
浏览次数:36
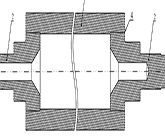
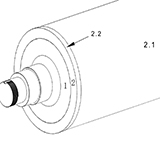
所述辊子的辊体和轴头的结合处无焊缝,完全通过辊体和轴头的冷套或者热套装配结构来满足和保证辊子的强度和气密性等需求,无装配固定后两者结合处的焊接工艺。...
 一种无焊缝的全装配式辊子和制造工艺 CN201910945078.9
法律状态:审中-实质审查
状态日期:2024-04-21
价值等级:★★★★★
浏览次数:256
一种无焊缝的全装配式辊子和制造工艺 CN201910945078.9
法律状态:审中-实质审查
状态日期:2024-04-21
价值等级:★★★★★
浏览次数:256
所述辊子的辊体和轴头的结合处无焊缝,完全通过辊体和轴头的冷套或者热套装配结构来满足和保证辊子的强度和气密性等需求,无装配固定后两者结合处的焊接工艺。...
【驳回】105624369A一种瓦楞辊的加工方法
法律状态:无权-驳回
状态日期:2019-05-26
价值等级:★☆☆☆☆
浏览次数:44
常规瓦楞辊加工工艺是:瓦楞辊的辊体选48CrMo材料调质,焊接轴头及外圆粗加工,粗磨开齿,中频淬火后低温回火,齿面硬度HRC53左右,精磨齿,...
 【驳回】CN104859193A一种O楞型瓦楞辊
法律状态:无权-驳回
状态日期:2019-05-26
价值等级:★☆☆☆☆
浏览次数:31
【驳回】CN104859193A一种O楞型瓦楞辊
法律状态:无权-驳回
状态日期:2019-05-26
价值等级:★☆☆☆☆
浏览次数:31
所述瓦楞齿的齿高H为0.3mm~0.4mm,齿顶圆半径r为0.2mm~0.3mm,齿底圆半径R为0.5mm~0.7mm,节距T为1.15mm~1.35mm;...
 【公告】CN206913790U一种W楞型瓦楞辊
法律状态:有权-审定授权
状态日期:2019-05-26
价值等级:★☆☆☆☆
浏览次数:31
【公告】CN206913790U一种W楞型瓦楞辊
法律状态:有权-审定授权
状态日期:2019-05-26
价值等级:★☆☆☆☆
浏览次数:31
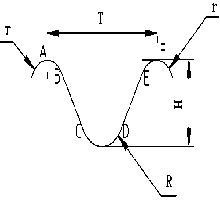
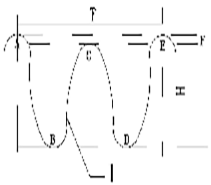
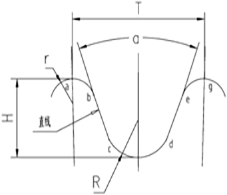
楞齿本体的齿高H为2~2.4mm,节距T为:5.2~6.5mm;且楞齿本体的齿型采用齿顶圆弧A和E,齿侧圆弧B和D、齿底圆弧C,齿顶圆弧A和E分别与齿侧圆弧B和D通过外切线相...
 【审中】2018112641048一种防护式涂胶辊
法律状态:实审中-临时保护权
状态日期:2018-10-28
价值等级:★★★★☆
浏览次数:64
【审中】2018112641048一种防护式涂胶辊
法律状态:实审中-临时保护权
状态日期:2018-10-28
价值等级:★★★★☆
浏览次数:64
所述涂胶辊辊体的两端加工有防护台阶,用于替代目前市场上的传统涂胶辊,也可用于替代目前市场上防护圈式涂胶辊,与其相比,具有结构简单、加工工序少、加工工时...
 一种中高曲线优化或端部防损瓦楞辊
法律状态:实审中-临时保护权
状态日期:2018-10-28
价值等级:★★☆☆☆
浏览次数:52
一种中高曲线优化或端部防损瓦楞辊
法律状态:实审中-临时保护权
状态日期:2018-10-28
价值等级:★★☆☆☆
浏览次数:52
通过对所述瓦楞辊端部非走纸区域内的中高曲线优化或适量去除楞型顶部的方法,达到有效防止在目前普遍偏高的大的保守中高量为主流的大环境下、在无法全面改变客户...
 【审中】2018110906557一种糊机触压辊装置
法律状态:实审中-临时保护权
状态日期:2018-09-18
价值等级:★★★★☆
浏览次数:42
【审中】2018110906557一种糊机触压辊装置
法律状态:实审中-临时保护权
状态日期:2018-09-18
价值等级:★★★★☆
浏览次数:42
所述装置为弹力式触压辊装置,可替代二代糊机触压棒装置,可依据材质的变化自动进行间隙的调整,变滑动为滚动摩擦,降低纸板张力,辊面与纸板同速,辊面基本不磨...
 【审中】ZL2018110720454一种降低用纸克重但
法律状态:实审中-临时保护权
状态日期:2018-09-14
价值等级:★★★☆☆
浏览次数:53
【审中】ZL2018110720454一种降低用纸克重但
法律状态:实审中-临时保护权
状态日期:2018-09-14
价值等级:★★★☆☆
浏览次数:53
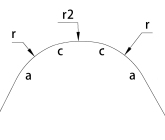
所述楞型结构瓦楞辊的楞顶圆弧引入第二楞顶圆弧r2。本发明能极大的增加瓦楞辊的使用寿命;改善瓦楞芯纸啮合成型时的受力和冲击状况,瓦楞芯纸和楞顶圆弧进行更宽...
 【授权】CN103707560B一种M楞型瓦楞辊
法律状态:有权-审定授权
状态日期:2019-02-22
价值等级:★★★☆☆
浏览次数:44
【授权】CN103707560B一种M楞型瓦楞辊
法律状态:有权-审定授权
状态日期:2019-02-22
价值等级:★★★☆☆
浏览次数:44
所述齿顶圆弧的半径r为1.5mm,齿底圆弧的半径R为1.8mm;所述齿型的齿高H为10mm,齿形角α为85°,节距T为20mm。...
Powered by DedeCMS_V57_GBK_SP1 © 2004-2011 DesDev Inc.


