����� : CN201410504041.4
�������� : 2015.01.21
ʵ����Ч : 2015-10-14
��Ϊ���أ�2018-09-21
��֤��7
˵����ժҪ
������������һ��������������ͼӹ������֣�����Բ��״���壬������IJ�������й̶��ף���������Ϊ���νṹ�����νṹ������һ�ݶ�Բ��AB��ڶ��ݶ�Բ��CD���ݵ�Բ��EF�ͽ���һ�ݶ�Բ��AB���ڶ��ݶ�Բ��CD��ݵ�Բ��EF���������ĵ�һ�ݲ�Բ��BE���ڶ��ݲ�Բ��CF���ڵ�һ�ݶ�Բ��AB��ڶ��ݶ�Բ��CD����������а뾶ΪR2�ĵ�һ����Բ��AM��ڶ�����Բ��DN������Բ������ߵ�M��Nͨ��һˮƽֱ�߶����������ֱ������ӡ�������������Ч�����ڣ���1��ĥмЧ�ʸߣ���2��ĥм�����в����׳������ƻ��������Ƴݶ�Բ���⻬��Բ�Ⱥã���3�����������ľ��ȸ����ӵ��⾶���ȹ�����Ҫ�ߡ�
��Ϊ���أ�2018-09-21
��֤��7
˵����ժҪ
������������һ��������������ͼӹ������֣�����Բ��״���壬������IJ�������й̶��ף���������Ϊ���νṹ�����νṹ������һ�ݶ�Բ��AB��ڶ��ݶ�Բ��CD���ݵ�Բ��EF�ͽ���һ�ݶ�Բ��AB���ڶ��ݶ�Բ��CD��ݵ�Բ��EF���������ĵ�һ�ݲ�Բ��BE���ڶ��ݲ�Բ��CF���ڵ�һ�ݶ�Բ��AB��ڶ��ݶ�Բ��CD����������а뾶ΪR2�ĵ�һ����Բ��AM��ڶ�����Բ��DN������Բ������ߵ�M��Nͨ��һˮƽֱ�߶����������ֱ������ӡ�������������Ч�����ڣ���1��ĥмЧ�ʸߣ���2��ĥм�����в����׳������ƻ��������Ƴݶ�Բ���⻬��Բ�Ⱥã���3�����������ľ��ȸ����ӵ��⾶���ȹ�����Ҫ�ߡ�
Ȩ��Ҫ����
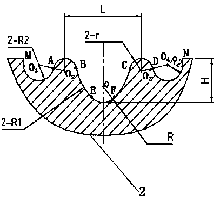
1.һ��������������ͼӹ������֣����������ڣ�����Բ��״���壨1���������壨1���IJ�������й̶��ף���������Ϊ���νṹ��2�������νṹ��2�������뾶Ϊr�ĵ�һ�ݶ�Բ����AB����ڶ��ݶ�Բ����CD�����뾶ΪR�ijݵ�Բ����EF���ͽ���һ�ݶ�Բ����AB�����ڶ��ݶ�Բ����CD����ݵ�Բ����EF�����������İ뾶ΪR1�ĵ�һ�ݲ�Բ����BE�����ڶ��ݲ�Բ����CF�������е�һ�ݲ�Բ����BE�����ݵ�Բ����EF�����һ�ݶ�Բ����AB�������������ڶ��ݲ�Բ����CF�����ݵ�Բ����EF����ڶ��ݶ�Բ����CD�������������ڵ�һ�ݶ�Բ����AB����ڶ��ݶ�Բ����CD������������а뾶ΪR2�ĵ�һ����Բ����AM����ڶ�����Բ����DN�������е�һ����Բ����AM�����һ�ݶ�Բ����AB�����ӣ��ڶ�����Բ����DN����ڶ��ݶ�Բ����CD�����ӣ�����Բ������ߵ�ͨ��һˮƽֱ�߶����������ֱ������ӡ�
2.����Ȩ��Ҫ��1������һ��������������ͼӹ������֣����������ڣ��ڳ��νṹ��������һ��60��120Ŀ�Ľ��ɰ����
3.����Ȩ��Ҫ��1������һ��������������ͼӹ������֣����������ڣ�������һ�ݶ�Բ����AB����ڶ��ݶ�Բ����CD����Բ���뾶�͵�һ����Բ����AM����ڶ�����Բ����DN����Բ���뾶��ͬ��
4.����Ȩ��Ҫ��1������һ��������������ͼӹ������֣����������ڣ�������һ�ݶ�Բ����AB����ڶ��ݶ�Բ����CD������Բ��Բ�ľ���L���㣻L=(��������⾶D-2*r)/(2*SIN(PI()/(2*z)))��R2<(L-2*r)/2��
˵����
һ��������������ͼӹ�������
��������
�������漰��������켼��������Ϊһ��������������ͼӹ������֡�
��������
�ִ���ҵ��ʹ�õ�װ������������ͨ��������ֽ�䣬����ֽռ���װ��80�����ڰ�װ���������ž������ص����ã�����ϴ�»�������䡢Ħ�г������г����������Ǹ��٣����ܷɻ��Ȳ�Ʒ����������ֽ���װ�� Ŀǰ���ڱ��ʡ��ٶ���������ʪ�������们������Ħ������������ȼ�պͳ����͵�����ֽ��������������������������������ֽ��ĺ��Ļ�����������ǵ�������������࣬������ij���(����)�����Ⱥն�ֱ��Ӱ�쵽���������ܺ�����ֽ�IJ�Ʒ������
�����������Ŀǰ�����������͵ij���������
1����ͳ������ij���Ŀǰ���óݶ����ݸ�ΪԲ�����ݲ�����Բ�������ߵij������ߣ�������ɱ��͡�������Լ���������������ij��ҹ㷺���ã������ٶȵͣ������ٶ�Ϊ180��200��/�֣�ĥ��ӿ죬�����͡�����ͼ1����ͳ�������������ʾ��ͼ��
2���Ϻ��������������˾���е���Բ�����ͣ��ѻ�÷���ר��CN203697580U��������Ϊ���ݶ����ݸ�ΪԲ�����ݲ�������Բ��������Բ�������ӵij������ߣ������ͼ����˽Ӵ��Ǻ�ֽ������������ֽ�忹ѹǿ�ȡ����ٹ�����������Ը�������Ӧ��ǿ�������ʹ�������ߡ�����ͼ2�� ��Բ���������������ʾ��ͼ��
���۲����������ͽṹ��������������߶��DZ仯�����ߣ���������������ߺ����������Ҫר�õ��豸��ר�õĵ������ɰ��ĥм���ɡ���ĥм���β����������ַ�����
��1���總ͼ3��ͼ��1-�����֣�2-�������3-ɰ�֣��� ĥ�ݷ����÷����ǣ���װ���豸�ϵĽ��ʯɰ�������֣���ɰ�����ڰ��ij�����״��Ȼ���ó��͵�ɰ��ĥм������ij�������ĥм�����б��벻��ϵļ���Һ������ȴ��ͬʱĥм����0.01��0.05֮�䣬ÿĥ��һȦ����������������һ��ɰ�֣���֤�����������ȣ�ֱ����������ĥ��Ϊֹ������ĥ�ݷ��������������ֵıȽ��������ر��dzݶ�Բ����һ�γ��͵ģ������ڹյ㣬�ݶ�Բ�Ǻܹ⻬�ġ�����֪������������Ϲ���ʼ��Ϊһ�Գݵ����ϲ����ڳݶ�����,�ڳݶ���Χ��һС��Բ��Ҳ��������,��˳ݶ�Բ����Բ�ȶ�������������˶��кܴ��Ӱ�죬���Բ�Ȳ��������Ϲ��̵�ͻ�䣬�Ӷ�����������������������ĥ��� ���������⣬���������ֽ�������ﲻ��Ҫ�����Բ���ĥ�ݷ�������ȱ�㣺1��ĥм���٣���ʱ���ɱ��ߣ�2��ĥм�����У�����ɰ����ȫ��סȫ��������ȴЧ����������׳������ƻ��������ƣ�������ɹ��ӱ��ݡ����Ѷ����ϣ�3��������ʹ�ù����г��ֱ��ݣ���������������������ֽ�壬��ֽ��������ҵ�����ʧ��
��2���總ͼ4��ͼ��1-�����֣�2-�������3-ɰ�֣��� ĥ�ݹ������÷����ǣ���װ���豸�ϵĽ��ʯɰ�������֣���ɰ�����γݹ��ij�����״��Ȼ���ó��͵�ɰ��ĥм������ij�������ĥм�����б��벻��ϵļ���Һ������ȴ��ͬʱĥм����0.05��0.1֮�䣬ÿĥ��һȦ����������������һ��ɰ�֣���֤�����������ȣ�ֱ����������ĥ��Ϊֹ������ĥ�ݹ�������ȴЧ���ã����治���׳������ƻ��������ƣ�ĥм����Ч�ʸߣ����Dz���ĥ�ݹ���������ȱ�㣺1�����������������ƵĹ���С���ڽӵ��ĵط�����ɳݶ�Բ�����ּ�����������������ʹ�ù����лὫ�����оֽ���ƣ�2�����������������ƵĹ�����ȫ����������������ݶ�Բ������һС��ֱ�ߴ��ڣ���������������Ϲ����У����ǵ�����϶��������������ϣ������������������ֹ����������ȱ�ݡ�
��������
��������Ŀ�������ṩһ��������������ͼӹ������֣��Խ����Բ�����������������ӹ�ʱ������������⡣
Ϊʵ������Ŀ�ģ��������ṩ���¼���������
һ��������������ͼӹ������֣�����Բ��״���壬������IJ�������й̶��ף���������Ϊ���νṹ�����νṹ�����뾶Ϊr�ĵ�һ�ݶ�Բ��AB��ڶ��ݶ�Բ��CD���뾶ΪR�ijݵ�Բ��EF�ͽ���һ�ݶ�Բ��AB���ڶ��ݶ�Բ��CD��ݵ�Բ��EF���������İ뾶ΪR1�ĵ�һ�ݲ�Բ��BE���ڶ��ݲ�Բ��CF�����е�һ�ݲ�Բ��BE���ݵ�Բ��EF���һ�ݶ�Բ��AB�����������ڶ��ݲ�Բ��CF���ݵ�Բ��EF��ڶ��ݶ�Բ��CD�����������ڵ�һ�ݶ�Բ��AB��ڶ��ݶ�Բ��CD����������а뾶ΪR2�ĵ�һ����Բ��AM��ڶ�����Բ��DN�����е�һ����Բ��AM���һ�ݶ�Բ��AB���ӣ��ڶ�����Բ��DN��ڶ��ݶ�Բ��CD���ӣ�����Բ������ߵ�M��Nͨ��һˮƽֱ�߶����������ֱ������ӡ�
��һ���ģ��ڳ��νṹ��������һ��60��120Ŀ�Ľ��ɰ����
��һ���ģ�������һ�ݶ�Բ��AB��ڶ��ݶ�Բ��CD��Բ���뾶�͵�һ����Բ��AM��ڶ�����Բ��DN��Բ���뾶��ͬ��
��һ���ģ�������һ�ݶ�Բ��AB��ڶ��ݶ�Բ��CD����Բ��Բ�ľ���L���㣻[A1] ��R2<(L-2*r)/2��
����������������������Ч�����ڣ�
��1��ĥмЧ�ʸߣ�
��2��ĥм�����в����׳������ƻ��������Ƴݶ�Բ���⻬��Բ�Ⱥã�
��3�����������ľ��ȸ����ӵ��⾶���ȹ�����Ҫ�ߡ�
��ͼ˵��
ͼ1�Ǵ�ͳ�������������ʾ��ͼ��
ͼ2Ϊ��Բ����������������ṹʾ��ͼ��
ͼ3Ϊĥ�ݷ���ĥ���ṹʾ��ͼ��
ͼ4Ϊĥ�ݹ���ĥ���ṹʾ��ͼ��
ͼ5Ϊ������һ��������������ͼӹ������ֵĽṹʾ��ͼ
ͼ6Ϊͼ5�г��εĽṹʾ��ͼ��
ͼ7Ϊ����������ʱ����ĥ��ʾ��ͼ��
����ʵʩ��ʽ
Ϊ��ʹ������ʵ�ֵļ����ֶΡ��������������Ŀ���빦Ч���������˽⣬�����Ͼ���ͼʾ����һ��������������
��ͼ5��ͼ6��ʾ��һ��������������ͼӹ������֣�����Բ��״����1��������IJ�������й̶��ף���������Ϊ���νṹ2�����νṹ2������һ�ݶ�Բ��AB��ڶ��ݶ�Բ��CD���ݵ�Բ��EF�ͽ���һ�ݶ�Բ��AB���ڶ��ݶ�Բ��CD��ݵ�Բ��EF���������ĵ�һ�ݲ�Բ��BE���ڶ��ݲ�Բ��CF�����е�һ�ݲ�Բ��BE���ݵ�Բ��EF���һ�ݶ�Բ��AB�����������ڶ��ݲ�Բ��CF���ݵ�Բ��EF��ڶ��ݶ�Բ��CD�����������ڵ�һ�ݶ�Բ��AB��ڶ��ݶ�Բ��CD����������е�һ����Բ��AM��ڶ�����Բ��DN�����е�һ����Բ��AM���һ�ݶ�Բ��AB���ӣ��ڶ�����Բ��DN��ڶ��ݶ�Բ��CD���ӣ�����Բ������ߵ�M��Nͨ��һˮƽֱ�߶����������ֱ������ӣ����У���һ�ݶ�Բ��AB��ڶ��ݶ�Բ��CD���ݵ�Բ��EF����һ�ݲ�Բ��BE���ڶ��ݲ�Բ��CF�͵�һ����Բ��AM���ڶ�����Բ��DN�İ뾶�ֱ�ΪΪr��R��R1��R2��O1��O4�ֱ��ʾ��һ����Բ��AM��ڶ�����Բ��DN����Բ��Բ�ģ�O2��O3�ֱ��ʾ��һ�ݶ�Բ��AB��ڶ��ݶ�Բ��CD����Բ��Բ�ģ�����R2=r��LΪ�����ֵijݾ࣬��O2��O3�ľ��룬[A2] ��R2<(L-2*r)/2������������һ�������������ֳ��νṹ���ڳ��νṹ��������һ��60��120Ŀ�Ľ��ɰ���������ĥ��Ч����
��ͼ6��ʾ���������Ĺ�������Ϊ����װ���豸�ϵĽ��ʯɰ�������֣���ɰ�����ڰ��ij�����״��Ȼ���ó��͵�ɰ��ĥм������ij�������ĥм�����б��벻��ϵļ���Һ������ȴ��ͬʱĥм����0.01��0.05֮�䣬ÿĥ��һȦ����������������һ��ɰ�֣���֤�����������ȣ�ֱ����������ĥ��Ϊֹ��ͼ��M��N��ĥ���ӵ㣬��������������Dz�����Բ���ṹ���ͣ�ĥ���ӵ�M��M���ڲ�ڣ�����������������ϣ��ʶ�������Ĺ����������κ�Ӱ�죬�����ܱ�֤����������Ͻ���ƽ���ģ���ͻ�䣬��������
���ڱ���������Ա���ԣ���Ȼ����������������ʾ����ʵʩ����ϸ�ڣ������ڲ����뱾�����ľ�����������������£��ܹ��������ľ�����ʽʵ�ֱ���������ˣ����۴���һ����������Ӧ��ʵʩ��������ʾ���Եģ������Ƿ������Եģ��������ķ�Χ������Ȩ��Ҫ�����������˵���������ּ�ڽ�����Ȩ��Ҫ��ĵ�ͬҪ���ĺ���ͷ�Χ�ڵ����б仯�����ڱ������ڡ���Ӧ��Ȩ��Ҫ���е��κθ�ͼ�����Ϊ�������漰��Ȩ��Ҫ��