�������ڣ�2006-05-03
ʵ����Ч��2006-06-28
��Ȩ���ڣ�2008-07-30
ר��Ȩת�ƣ�2017-12-26
˵����ժҪ
һ�������������Ϳ����������������������·������裺���ȣ�����������г��μӹ���Ȼ��������ijݲ����е���������̼-������������Σ���������ijݲ����оֲ����ȴ����ػ��������Ƕ�������ij���ʩ����ĥͿ��ǿ�����������������ڲ��û���������Ľ������ͼ����ˮƽ�������߽����������������Ϳϵͳ����ǹ����Ϳ���ʩ����ĥͿ��ǿ������������ʹ������ͨ���÷�����ȷ������ȷ����ǹ��Ϳ�Ƕȣ��Ӷ�������Ч�ر�֤�����������Ϳ������ԣ����һ�ʹ�������üȹ���ּ�Ӳ�����㹤�����棬�������������ĥ�𡢿��������ܣ���Ч���ӳ��������ʹ�������������������ľ����Ժ�������������ֽ��Ʒ�������ļ���Ч����
Ȩ��Ҫ����
1.һ�������������Ϳ���췽�������������ڰ������·������裺���ȣ� ����������г��μӹ���Ȼ��������ijݲ����е���������̼-���������� ��Σ���������ijݲ����оֲ����ȴ����ػ��������Ƕ�������ij��� ʩ����ĥͿ��ǿ�������� ���У���������ij���ʩ����ĥͿ��ǿ�����������ó�������Ϳϵͳ�� �еģ�����ǹ��Ϳ�ǶȵĿ���ȷ�������������£�
(1)������������β����ü�������ֹ����������Ƴ������������� ͼ(1)��������������������ѡ��һ�����ʵ�����ֵB��������������ֵB ��ѡ���Ǹ�����������η����5�ȵ�8�ȣ�һ��A�γݶ�Ӧ������ֵΪ5 �ȣ�B�γݡ�C�γݶ�Ӧ������ֵΪ6�ȣ�D�γݡ�E�γݶ�Ӧ������ֵΪ7 �ȣ�F�γݼ��Ժ��Ӧ������ֵΪ8�ȣ�
(2)�ڻ��ƺõ�������������ͼ(1)��ȷ�����е�һ����Ϊ�г�(11)�� �����Ƴ����г�(11)��ˮƽ�ݷ���(2)��ˮƽ������(3)����ˮƽ�ݷ��� (2)��ˮƽ������(3)��ֱ�ཻ��
(3)�����г�(11)���ڵĶ����ηֱ��趨Ϊ�ϡ��³�(12��13)���� �ֱ��Ƴ��ϡ��³�(12��13)��ˮƽ���ϳ�����(4)��ˮƽ���³�����(5) �Լ�ˮƽ���ϳ�����(4)��ƽ����(6)��ˮƽ���³�����(5)��ƽ����(7)�� ����ˮƽ���ϳ�����(4)��ƽ����(6)��ˮƽ�ݷ���(2)�ཻ�õ��н�A��
(4)���õ��н�A��ȥѡ��������ֵB�����õ�һ���н�C������ˮƽ �ݷ���(2)��ˮƽ������(3)��ֱ�ཻ�õ���ֱ�Ǽ�ȥ�н�C�����õ��� Ϳ�Ƕ�D��
(5)��ת������Ϳ������������Ϳ��ķ��н�Ϊ�н�C���ٻ��Ƴ��� ����������ĵ�ˮƽ��(8)�����������ǹ����ڹ����ĵĸ߶�H��
˵����
һ�������������Ϳ���췽��
��������
�������漰һ�������������Ϳ���췽����
��������
���������������ֽ�Ĺؼ���������ԭ��������һ�Գ�����������ѹ �Ƴ�����ֽ��Ŀǰ���С����ٵ������Ϊ���ӳ�ʹ����������Լֽ�������� �ɱ�������ó�������Ϳϵͳ�������������ͿӲ�ʺϽ�(̼����)����ǿ ������Ϳ��һ���ȡ��ķ����ﵽʹ��Ҫ��Ĺ��ȡ���ˣ�Ҫ�����Ϳ ��ֲ����ȣ�����ÿ���ݵijݶ�������ͳݵ�Ϳ�㶼�ֲ����ȡ���ʱһ��� ����ͼ1��ͼ2��ʾ�ķ�ʽ������B1ת������ǹB2�ϡ������ηֱ�ƽ���� һ���ݲ��������ƶ�������Ϳ����B1ת����ͬʱ��������ǹB2�ϡ��� ƽ����һ���ݲ��������ƶ�������Ϳ�������������������ΰ���A��B�� C��D��E��F�����ͣ�����ÿ���������ųݵ�Բ���ݶ�Բ�ͳݸ��Լ��������� ���Ȳ����仯�Ķ����ԣ���ÿ���������ͿʱΪ�˵õ�����Ϳ��(һ��Ҫ�� ������10��)����������ʵ�ʳ�����Ʒ������Ϳʵ�顢������ȷ������ ����Ϳ�Ƕȡ���ˣ������ȷ�ʱ��������Ҳ�˷�������������Ӱ������Ч�ʡ�
��������
��������Ŀ�����ڽ�������������⣬�ṩһ�ֿ�ȷ������ȷ����ǹ ��Ϳ�Ƕȣ�����Ϳ���ȣ�ʡʱʡ��������Ч�ʸߵ������������Ϳ���췽����
�������ļ�������������ʵ�ֵģ�
һ�������������Ϳ�����������������ص����ڰ������·������裺 ���ȣ�����������г��μӹ���Ȼ��������ijݲ����е���������̼- ������������Σ���������ijݲ����оֲ����ȴ����ػ��������Ƕ��� ����ij���ʩ����ĥͿ��ǿ��������
���У���������ij���ʩ����ĥͿ��ǿ�����������ó�������Ϳϵͳ�� �еģ�����ǹ��Ϳ�ǶȵĿ���ȷ�������������£�
(1)������������β����ü�������ֹ����������Ƴ������������� ͼ��������������������ѡ��һ�����ʵ�����ֵB��������������ֵB�� ѡ���Ǹ�����������η����5�ȵ�8�ȣ�һ��A�γݶ�Ӧ������ֵΪ5�ȣ� B�γݡ�C�γݶ�Ӧ������ֵΪ6�ȣ�D�γݡ�E�γݶ�Ӧ������ֵΪ7�ȣ�F �γݼ��Ժ��Ӧ������ֵΪ8�ȣ�
(2)�ڻ��ƺõ�������������ͼ��ȷ�����е�һ����Ϊ�гݣ������� �����гݵ�ˮƽ�ݷ�����ˮƽ�����ߣ���ˮƽ�ݷ�����ˮƽ�����ߴ�ֱ�ཻ��
(3)�����г����ڵĶ����ηֱ��趨Ϊ�ϡ��³ݣ����ֱ��Ƴ��ϡ��� �ݵ�ˮƽ���ϳ����ߡ�ˮƽ���³������Լ�ˮƽ���ϳ����ߵ�ƽ������ˮƽ ���³����ߵ�ƽ���ߣ�����ˮƽ���ϳ����ߵ�ƽ������ˮƽ�ݷ����ཻ�õ� �н�A��
(4)���õ��н�A��ȥѡ��������ֵB�����õ�һ���н�C������ˮƽ �ݷ�����ˮƽ�����ߴ�ֱ�ཻ�õ���ֱ�Ǽ�ȥ�н�C�����õ���Ϳ�Ƕ�D��
(5)��ת������Ϳ������������Ϳ��ķ��н�Ϊ�н�C���ٻ��Ƴ��� ����������ĵ�ˮƽ�ߣ����������ǹ����ڹ����ĵĸ߶�H��
���������ڲ��û���������Ľ������ͼ����ˮƽ�������߽�������� ��������Ϳϵͳ����ǹ����Ϳ���ʩ����ĥͿ��ǿ������������ʹ������ͨ ���÷�����ȷ������ȷ����ǹ��Ϳ�Ƕȣ��Ӷ�������Ч�ر�֤���������� ��Ϳ������ԣ����һ�ʹ�������üȹ���ּ�Ӳ�����㹤�����棬�� �����������ĥ�𡢿��������ܣ���Ч���ӳ���������ڸ�����ת��ʹ���� ���������������ľ����Ժ�������������ֽ��Ʒ�������ļ���Ч�������� ������ʡʱʡ��������Ч�ʸߣ���������Ч���ŵ㡣
�����ϸ�ͼ�Ա���������һ����˵����
��ͼ˵��
ͼ1Ϊ�������Ϳ���սṹ��ʾ��ͼ��
ͼ2Ϊ�ּ����ж�������ij���ʩ����ĥͿ��ǿ������ʱ�Ľṹʾ�� ͼ��
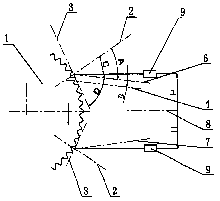
ͼ3Ϊ���������������Ϳʱ��ǹȷ���Ľṹʾ��ͼ֮һ��
ͼ4Ϊ���������������Ϳʱ��ǹȷ���Ľṹʾ��ͼ֮����
ͼ5Ϊ���������������Ϳʱ��ǹȷ���Ľṹʾ��ͼ֮����
����ʵʩ��ʽ
��ͼ3��ͼ5��ʾ��������������һ�������������Ϳ���췽������� �����·������裺���ȣ�����������г��μӹ���Ȼ��������ijݲ��� �е���������̼-������������Σ���������ijݲ����оֲ����ȴ����ػ� ���������Ƕ�������ij���ʩ����ĥͿ��ǿ��������
���У���������ij���ʩ����ĥͿ��ǿ�����������ó�������Ϳϵͳ�� �еģ�����ǹ��Ϳ�ǶȵĿ���ȷ�������������£�
(1)������������β����ü�������ֹ����������Ƴ������������� ͼ1��������������������ѡ��һ�����ʵ�����ֵB��������������ֵB ��ѡ���Ǹ�����������η����5�ȵ�8�ȣ�һ��A�γݶ�Ӧ������ֵΪ5 �ȣ�B�γݡ�C�γݶ�Ӧ������ֵΪ6�ȣ�D�γݡ�E�γݶ�Ӧ������ֵΪ7 �ȣ�F�γݼ��Ժ��Ӧ������ֵΪ8�ȣ�
(2)�ڻ��ƺõ�������������ͼ1��ȷ�����е�һ����Ϊ�г�11�� �����Ƴ����г�11��ˮƽ�ݷ���2��ˮƽ������3����ˮƽ�ݷ���2��ˮƽ ������3��ֱ�ཻ��
(3)�����г�11���ڵĶ����ηֱ��趨Ϊ�ϡ��³�12��13�����ֱ� �Ƴ��ϡ��³�12��13��ˮƽ���ϳ�����4��ˮƽ���³�����5�Լ�ˮƽ���� ������4��ƽ����6��ˮƽ���³�����5��ƽ����7������ˮƽ���ϳ�����4 ��ƽ����6��ˮƽ�ݷ���2�ཻ�õ��н�A��
(4)���õ��н�A��ȥѡ��������ֵB�����õ�һ���н�C������ˮƽ �ݷ���2��ˮƽ������3��ֱ�ཻ�õ���ֱ�Ǽ�ȥ�н�C�����õ���Ϳ�Ƕ�D��
(5)��ת������Ϳ������������Ϳ��ķ��н�Ϊ�н�C���ٻ��Ƴ��� ����������ĵ�ˮƽ��8�����������ǹ����ڹ����ĵĸ߶�H��
���������������ǿ�����������������ģ�
������ڱ���������Ϳǰ�������������ij��������ɰ��������ɰ�� ���ɲ���Al2o3����ɰ����ɰ�����ı�������ݶ��桢�ݸ���ͳݲ���ȣ��� Ҫ��������ij����ÿ����λ�����������ɰ�ֻ���������ȷ��Ϳ������� ֮��Ľ��ǿ�ȡ������ڳݲ��оֲ����ѻ��ѵ������������Ϳǰ������ ����IJ����൱�ĺ��Ľ��к������������Ѳ�λ���������ɼӴں��ٽ� �к������ڽ��к�����Ҫ�Ժ����������н���ĥ���ӹ���ʹ������λ���� ״��ߴ�������Χ��һ�£���Ҫʱ������л�����������ʩ����ĥͿ�� ������Ӳ����̼������ɢǿ�����ơ���Tin����Tic�������������𡢵�� �����ʯ������ͿӲ��Ϳ�㡣��Ӳ���Ʋ�Ӳ��ΪHv950��1000��HVOF��Ϳ 12Co-WCͿ��Ӳ�ȿɴ�Hv1150��Ȼ��������ͼ1��ʾ�ij�������Ϳϵͳ�� ������Ϳ����������ǹ��Ϳ����ǰ����ǰ������ǹ��Ϳ�ǶȵĿ���ȷ�������� ���ȣ�������������β����ü�������ֹ����������Ƴ�������������ͼ 1����ṹ��ͼ3��ʾ�������ݲ�����������������ѡ��һ�����ʵ�����ֵ B��������ֵB�Ǹ�����������η����5�ȵ�8�ȣ�һ��A�γݶ�Ӧ������ ֵΪ5�ȣ�B�γݡ�C�γݶ�Ӧ������ֵΪ6�ȣ�D�γݡ�E�γݶ�Ӧ������ ֵΪ7�ȣ�F�γݼ��Ժ��Ӧ������ֵΪ8�ȡ�Ȼ���ڻ��ƺõ�������� �����ͼ1��ȷ�����е�һ����Ϊ�г�11�������Ƴ����г�11��ˮƽ�ݷ� ��2��ˮƽ������3����ˮƽ�ݷ���2��ˮƽ������3��ֱ�ཻ���������� ��11���ڵĶ����ηֱ��趨Ϊ�ϡ��³�12��13�����ֱ��Ƴ��ϡ��³�12�� 13��ˮƽ���ϳ�����4��ˮƽ���³�����5�Լ�ˮƽ���ϳ�����4��ƽ���� 6��ˮƽ���³�����5��ƽ����7������ˮƽ���ϳ�����4��ƽ����6��ˮƽ �ݷ���2�ཻ�õ��н�A���������������н�A���н�A��53�ȣ���ṹ�� ͼ4��ʾ�������³�13���趨�����㷽�����ϳ�12��ͬ������ڱ�ʵʩ�� �У��Ͳ����ϡ��³�ͬ�������ˣ�ֻ���ڸ�ͼ��������Ӧʾ�⡣Ȼ���ٽ� �õ��н�A��ȥѡ��������ֵB�����õ�һ���н�C��Ҳ���ǣ�A-B��C������ ��ٶ���ѡ��������ֵB��6�ȣ���н�C��47�ȣ�����ˮƽ�ݷ���2��ˮƽ�� ����3��ֱ�ཻ�õ���ֱ�Ǽ�ȥ�н�C�����õ���Ϳ�Ƕ�D��Ҳ����90��-47 �ȣ�43�ȣ��н�C��43�ȡ�Ȼ��Ϊ��ʵ����Ϳ���ڲ�����ʹ��ˮƽ���õ��� ǹ9��������ͼ5ת������֤����Ϳ������������Ϳ��ķ��н�ΪC���Ϳ� �������ǹ�������������ĵĸ߶�H�ˡ��Ӷ�Ҳ��ȷ��ȷ������ǹ9�� Ҫ������Ϳ���ˡ�����ʵ�ʼ���Ϳ��ֲ���Ȳ���Ϳ��ƽ��ֵ�ı��ʵ��� 9�����ﵽ�˹�����һ��Ҫ��������10����Ҫ��ʹ������ͨ���÷����� ȷ������ȷ����ǹ��Ϳ�Ƕȣ��Ӷ�������Ч�ر�֤�����������Ϳ����� �ԣ����һ�ʹ�������üȹ���ּ�Ӳ�����㹤�����棬����������� ��ĥ�𡢿��������ܣ���Ч���ӳ���������ڸ�����ת��ʹ������������� ������ľ����Ժ�������������ֽ��Ʒ�������ļ���Ч�������һ�����ʡʱ ʡ��������Ч�ʸߣ���������Ч���ŵ㡣